众所周知铜材料散热快,然而使用交流电阻焊设备由于电流过零的影响,热效率低,热能不集中,所以焊铜材料不可行。
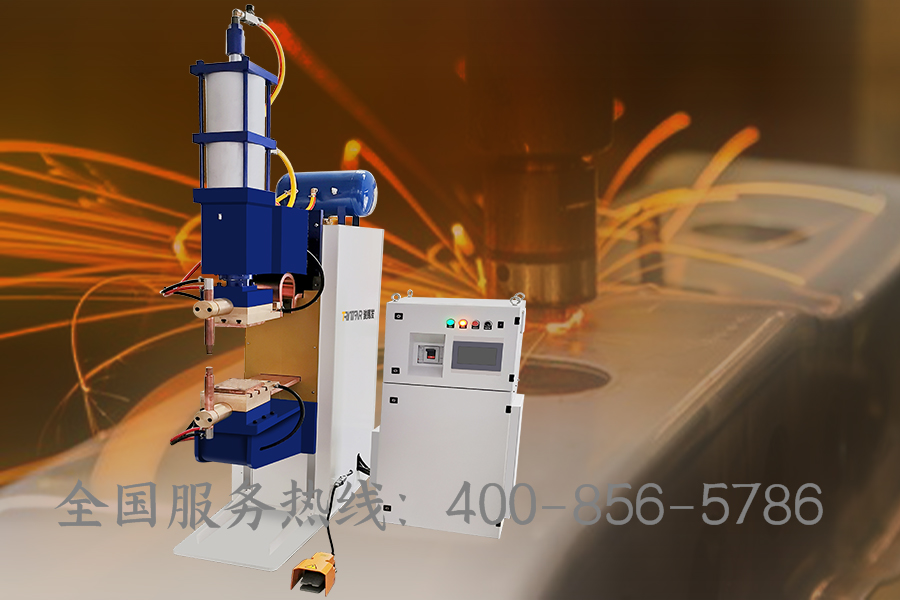
今天小编推荐一款用于铜制品焊接的电阻焊设备-中频逆变直流点焊机,该电阻焊设备属于平稳的直流,电流通过逆变脉宽调节,时间通过逆变周期数调节,焊接能量可由电流和时间精确控制,热能集中。适合焊接铜材料类型点焊机。速度快,每秒钟可输出近二十个的焊点。
假如焊接件比较大比较厚,即使用中频逆变点焊机,也需要“铜焊料”、“银钎料”的辅助才可以焊接。
中频逆变直流点焊机特点:
1、电极寿命能有效延长。节能50%以上。
2、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
3、可实时监控电流、电压、功率;
4、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可减少产品焊接不良率。
5、电流直流输出,设备电流为脉动直流;
6、逆变频率4KHZ,通电时间控制周期为0.25ms,放电时间可任意控制
有人问为啥不能使用电容储能点焊机呢?主要原因如下:
电容储能点焊机将电容中储存的能量一次性释放给焊接回路,热能集中,但由于能量一次放电,不能做到电流缓升放电,容易产生飞溅;
焊接效果不好,相对不稳定;
如果是自动化设备焊接,电容储能点焊机有充电放电过程,速度较慢,不适应高效率生产。
所以综上所述,电容储能点焊机并不适合铜制品的焊接。

 总部地址:上海市松江区玉树路1569号11幢9楼906室
总部地址:上海市松江区玉树路1569号11幢9楼906室 全国服务热线:400-856-5786
全国服务热线:400-856-5786 E-mail:sales@trintfar.cn
E-mail:sales@trintfar.cn

微信
公众号
 全国服务热线:
全国服务热线:

 沪公网安备 31011702007347号
沪公网安备 31011702007347号

 133-7188-6267
133-7188-6267 400-856-5786
400-856-5786 工作日周一至周六
工作日周一至周六





 电话咨询
电话咨询 产品中心
产品中心 焊接视频
焊接视频 联系我们
联系我们