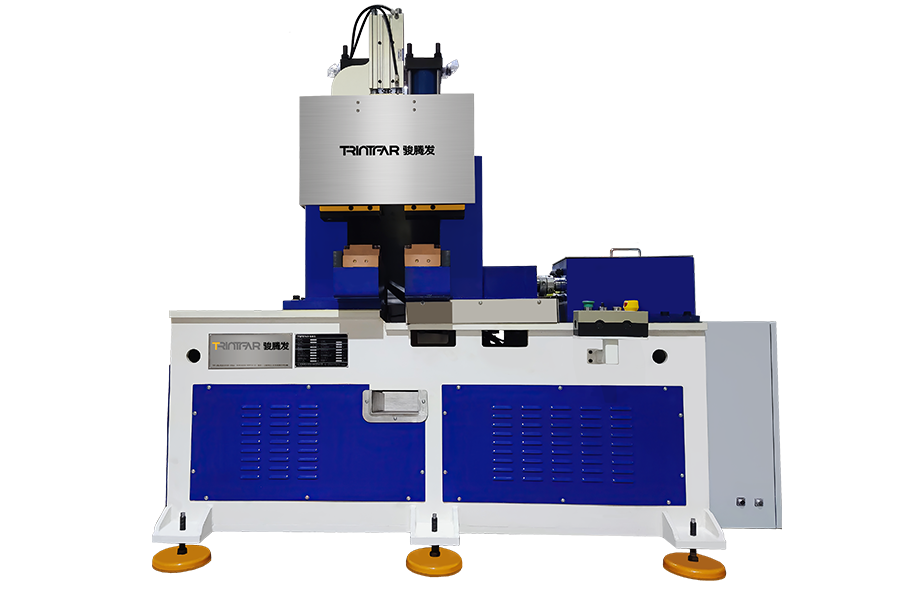
High power copper bar butt welder
··1、高刚度机身结构,焊接压力更稳定
· · 2、次级恒流控制器,焊接电流更稳定
· · 3、毫秒级电流控制,焊接时间更精准
· · 4、焊接电流波形显示,质量监控更完善
· · 5、混合控制模式,抑制焊接飞溅
· · 6、核心零部件全进口,品质保证
· · 7、大幅度提高生产效率、降低生产成本,提高焊接品质
72000A
焊接镁铜、锡铜、银铜、紫铜、黄铜、青铜等大直径铜棒、铜杆,也可用于焊接铁棒、铝棒、铜绞线、铝绞线、圆钢、螺纹钢等。

概要信息:闪光对焊工作原理:两焊件未接触前被两个夹钳电极夹紧并接通电源(焊接变压器),然后移动可动夹具。当两焊件端面轻轻地接触时,立即通电加热,接触点因加热面形成液态金属“过梁”并发生爆破,于是有火花喷射,形成闪光。随着可动夹具连续移动,闪光也连续发生。闪光使焊件两端面局部成胶状状态时,动夹具突然加速,以很大的压力使两焊件端面互相挤压,随即切断焊接电流。这时焊接区发生强烈的塑性变形,在挤出熔化金属的同时,接合面上产生了交互结晶,使形成牢固的焊接接头。





| 闪光对焊机主要技术参数 | |||
| 输入电源 | 380±10% (三相) 50/60Hz | 额定功率 | 300KVA |
| 次级电压 | 12.7V | 电流调节范围 | 5-58KA |
| 负载持续率 | 50% | 输入电源对机身绝缘电阻 | ≥2.5MΩ |
| 工作环境 | 温度-5~50°C,相对温度≤90% | 电极冷却方式 | 循环水冷却压力:0.1一0.4MPa,冷却水量30L/min |
| 夹紧力 | 70KN | 顶段力 | 50KN |
| 闪光速度 | 0. 8~4mm/s | 顶锻速度 | ≥30mm/s |
| 焊钳开口 | 50mm | 生产效率 | 约18S/件(不计人工上、下料) |
| 液压工作压力 | 2~6MPa | 气动工作压力 | 0.2~0.6MPa |




















 总部地址:上海市松江区玉树路1569号11幢9楼906室
总部地址:上海市松江区玉树路1569号11幢9楼906室 全国服务热线:400-856-5786
全国服务热线:400-856-5786 E-mail:sales@trintfar.cn
E-mail:sales@trintfar.cn

微信
公众号
 全国服务热线:
全国服务热线:
 沪公网安备 31011702007347号
沪公网安备 31011702007347号

 133-7188-6267
133-7188-6267 400-856-5786
400-856-5786 工作日周一至周六
工作日周一至周六





 电话咨询
电话咨询 产品中心
产品中心 焊接视频
焊接视频 联系我们
联系我们